Anaerobic digestion requires temperature equalization and proper homogenization of the biomass to achieve a high gas production and to avoid sedimentation of organic matters. The surface crusts must be broken and prevention of foam must be managed if there are foaming tendencies. Sulzer can provide efficient and reliable Scaba agitators for digesters with high-efficiency propellers. Muffin Monster™ grinders upstream from the anaerobic digesters condition the sludge before digestion, improving the homogenization of the biomass and protecting the equipment downstream.
Sulzer has develop a unique know-how based on its distillation technology to improve both clarity and purity of biodiesel. Single cut methyl esters can be used as solvents, intermediates for fatty alcohol and raw material for mono-ethanolamides.
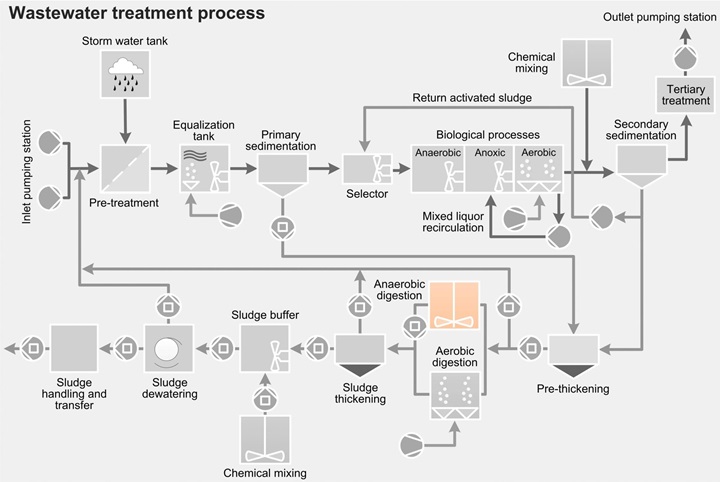
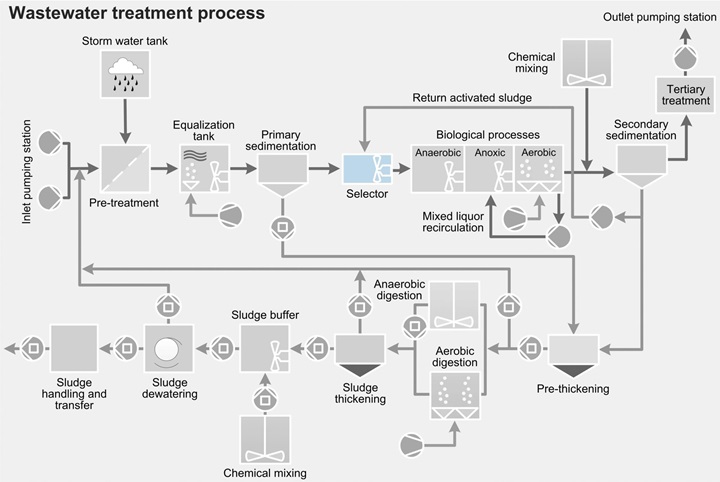
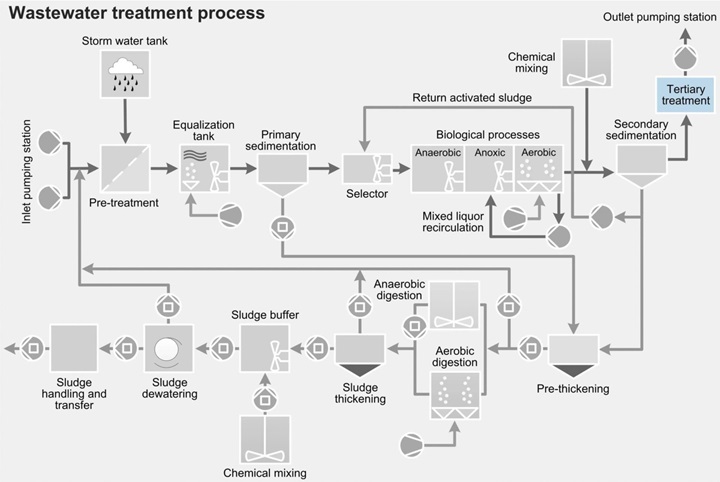
Biological process
-
The target of the biological process in wastewater treatment is to remove organic, biodegradable substances via the metabolism of microorganisms and related biochemical processes.
-
-
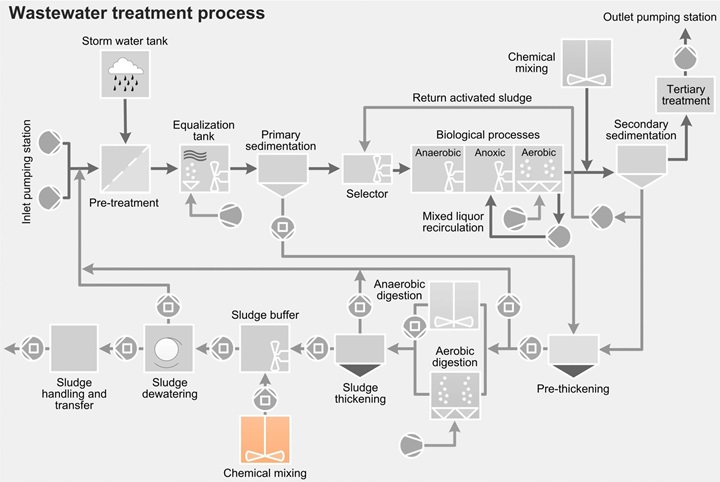
Sometimes it is necessary to mix chemicals into the activated sludge before it enters the secondary sedimentation tank. For example, chemicals may be used to perform phosphorous removal on the effluent from the biological process. Many plants use chemicals to improve sludge thickening just prior to the sludge buffer tank.
-
Chemicals must sometimes be mixed into the activated sludge before it enters the secondary sedimentation tank. Whenever this done, it is important to achieve an even distribution of the chemicals. Chemicals may be added to perform the chemical removal of phosphorous on effluent from the biological process. In other circumstances, chemicals such as cationic polyelectrolytes with a high molecular weight may be added to improve the quality and settling ability of flocs formed in the activated sludge process.
Chemical pulp fiber line
-
Proven pumping, mixing and agitation solutions for your cooking, washing, screening, oxygen delignification, bleaching, and storage processes to ensure process reliability, high efficiency, and low operating costs.
-
-
Sulzer’s extensive product portfolio is designed to meet the most demanding hydraulic coverage requirements in your evaporation, recovery boiler, and white liquor preparation processes.
-
-
Tailored designs, features and material selections to meet the most demanding pumping, mixing, and agitation challenges in the production and preparation of chemicals, tall oil production, and lignin processing.
-
A wide selection of highly efficient and reliable pumps and agitators for your pigment handling and color coating processes.
Downstream oleochemicals
-
The majority of the downstream oleochemicals are concentrated or purified using thermal separation processes such as distillation. As an expert in thermal separation processes, Sulzer has developed unique hybrid processes using combinations of its most advanced separation know-how.
-
-
Sulzer fractional distillation is a well-established and recognized technology in the oleochemical industry to purify fatty acids mixtures to the right of fatty acid ratio(s) or to produce single cut fatty acid at the desired purity
-
-
Glycerin is a valuable by-product from the fatty acid and biodiesel value chains. Sulzer has developed a technology based on its proprietary distillation technology to refine glycerin to pharmaceutical grade glycerin and up to ultra high pure glycerin grades.
-
Industrial water and effluent treatment
-
Sulzer has a deep knowledge in wastewater treatment, and with our wide product portfolio we can now offer energy-efficient and reliable solutions for your water collection, neutralization, flocculation, sedimentation, cooling, aeration, sludge storage, digestion, and dewatering processes.
-
-
Sulzer’s ideal product portfolio for challenging pumping, agitation, and mixing operations in refining, grinding, CTMP, screening, reject handling, and bleaching processes.
Sulzer offers a comprehensive portfolio of pumps and process equipment for abrasive and corrosive environments in mine water management applications.
Mining
Whether on the surface or underground, the conditions in mines are harsh. Besides the mud, slurry, stones, and rocks, there are large volumes of water to remove in order to keep production moving. Our dewatering pumps are rugged and ready, taking on the toughest drainage and sludge removal.
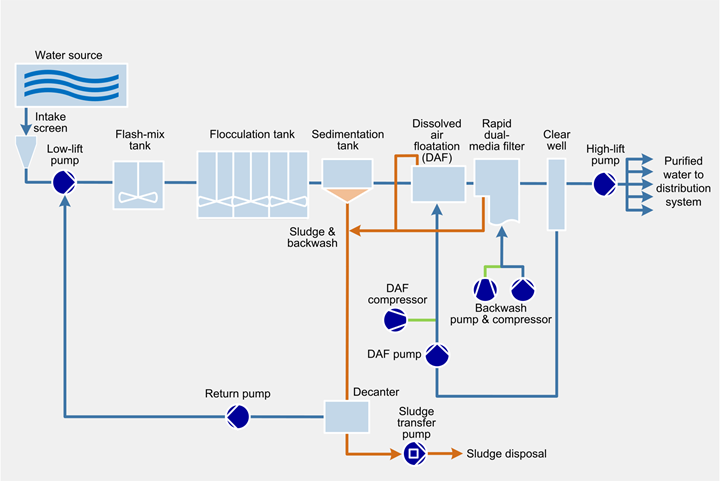
When planning new water treatment plants or upgrading existing ones, operating costs are as important as investment costs. Sulzer’s innovative pumps, mixers and compressors combine reliable treatment performance with superior energy efficiency.
Unique technology to concentrate and purify for nutraceuticals
Paper and board machine and systems
Sulzer’s extensive product portfolio is designed to meet the most demanding hydraulic coverage requirements and for all types of liquids, making it ideal for challenging pumping, agitation, and mixing operations in stock preparation, PM approach system, broke system, white water system, vacuum system, condensate system, and shower water system processes.
Sulzer’s extensive product portfolio to maximize the performance and reliability of your solid organic fuel biomass power plant, solid industrial or municipal waste fuel biomass power plant, and liquid or gaseous organic fuel biomass power plant processes.
Increased hydraulic excellence for your approach, cleaning, drying machine, vacuum, broke, and white water system processes.
Energy-efficient products with low life cycle costs and a lighter environmental footprint for your pulping, screening & cleaning, flotation, washing, and bleaching processes.
The purpose of the selector tank is to control and limit the growth of filamentous bacteria, and then to enhance the sedimentation ability of the sludge. Sulzer provides a number of solutions for creating optimal conditions in the selector.
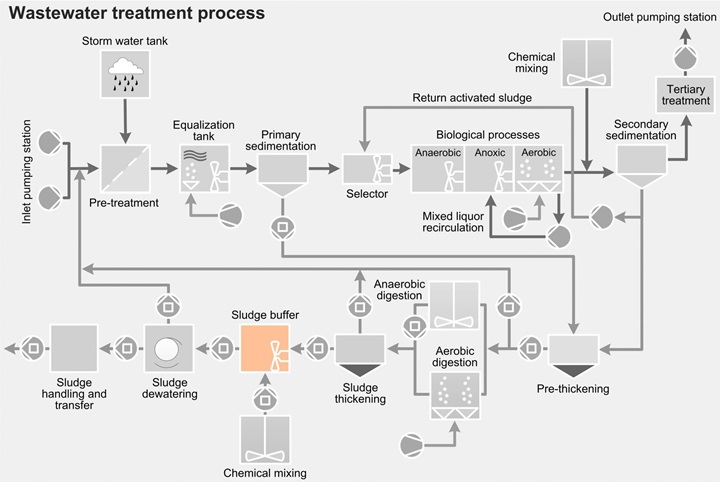
The sludge buffer tank can be used for a variety of purposes. The most common application is the blending and homogenization of highly concentrated primary, secondary or digested sludge. The solution used to mix the sludge itself, or to mix the sludge with the dosed thickening chemicals, depends on the design and volume of the sludge buffer tank. Submersible mixer types ABS XRW and RW, as well as the agitator type Scaba, can be used to provide highly efficient mixing. Positive displacement, progressing cavity transfer pumps and Muffin Monster™ grinders are used for solids reduction and sludge transfer from sludge feed to sludge dewatering process.
Specialty esters
Sulzer has developed a unique process based on reactive distillation technology that combines both process steps into one, enabling, for the first time, continuous productions of isopropyl-esters.
Treated wastewater may occasionally require further treatment. Local discharge rules may pose strict limits that cannot be fulfilled by even the most effective process, or a higher quality of effluent may be requested for its reuse. When tertiary treatment is needed, various levels of filtration can be applied, including very fine filtration. Often, however, a final step of mixing and aeration is sufficient to achieve the target. When this is the case, Sulzer’s submersible mixer types ABS XRW and RW can be used, along with submersible aerator type ABS TA–TAK and disc diffuser system types ABS PIK, DS and Sucoflow.
Water supply
Meeting today’s challenges and high requirements within water intake, sedimentation, sludge treatment, fine screening, and water distribution processes.
Energy-efficient products with low life cycle costs and a lighter environmental footprint for your debarking, washing, chipping, screening, and bark and waste streams handling processes.